
Министерство науки и
высшего образования
Российской Федерации
Российская Академия Наук
Отделение энергетики, машиностроения
механики и процессов управления
![]()
Федеральное государственное бюджетное учреждение науки
Институт машиноведения
им. А.А. Благонравова
Российской академии наук
Лопатки специального профиля для компрессоров и турбин
к.т.н. Василенко Станислав Ефимович, к.т.н. Шкурихин Игорь Борисович (лаб. Березина А.В.)
1. Традиционное профилирование лопаток турбомашин состоит в том, что привлекаются обобщенные эмпирические зависимости по отклоняющим свойствам аэродинамических решеток, составленных из профилей, которые изгибаются по стандартизованным геометрическим правилам. Данный подход (А.Хауэлл,1945г) исчерпал свою эффективность.
2. Предложена новая теория лопаточных решеток в форме решения обратной гидро-газодинамической задачи. В данной задаче закон изгибания профиля вычисляется по планируемому закону управления градиентным полем внутреннего процесса в решетке, в том числе в вязких пристеночных областях. В граничном выходном сечении основного потока создается безградиентная область. В этом случае лопатки имеют "специальную" форму, рис. 1.
.jpg) |
| Рис. 1 Лопатки модернизированного КНД двигателя ДН-80 выполнены по "специальному" профилированию |
3. Фундаментальное различие типовых лопаточных решеток и решеток "специального" профилирования (СП) проявляется в развитии процессов около выходных кромок. Здесь около кромок ТП в результате негладкого слияния смежных потоков граница их раздела теряет устойчивость, что порождает механизм спонтанного генерирования крупномасштабной турбулентности, что, в свою очередь, приводит к дополнительному профильному сопротивлению, к переменности циркуляции и динамической составляющей подъемной силы.
Во втором же случае осуществляется гладкое соединение потоков, отсутствует условие потери устойчивости границы раздела, названный механизм спонтанности устранен, а вместе с ним оказываются устраненными и перечисленные дополнительные негативние факторы.
Измерения в испытаниях компрессорных решеток СП показали величину снижения в них профильных потерь на номинальном режиме на 35%, а вторичных - до очень малого уровня.
4. Промышленная реализация метода "специального" профилирования лопаточных систем турбомашин впервые осуществлена на предприятии ГП "Зоря-Машпроект" (г Николаев). Здесь в 2002 г выполнена модернизация части (60%) ступеней лопаточной системы осевого компрессора низкого давления (КНД) двигателя ДН-80 (морского назначения) путем перепрофилирования лопаток с классической формы профилей на "специальную".
Проточная часть компрессора показана на рис. 2. КПД новых ступеней оказался выше на 3% по сравнению с исходными. Кроме того, устранена газодинамическая виброактивность в проточной части, проявлявшаяся ранее в форме интенсивного вращающегося срыва. На рис. 3а показана диаграмма пульсаций давления в исходном КНД, на рис. 3б - в модернизированном. Экономический эффект от этого мероприятия выразился в повышении экономичности двигателя на 2%.
 |
| Рис. 2 Продольный разрез компрессора низкого давления GT25000 |
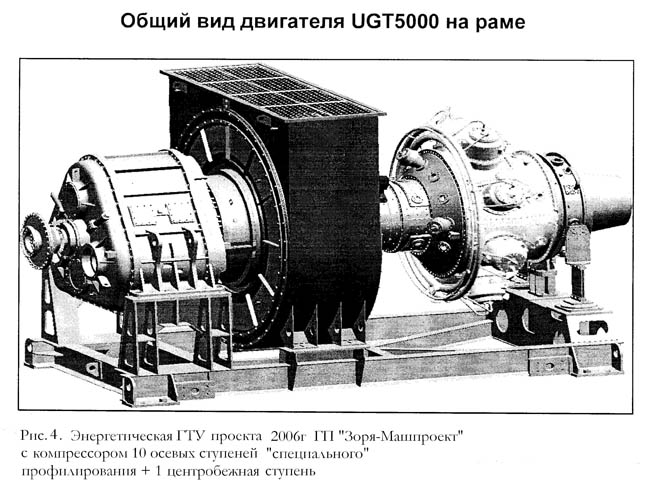
На этом же предприятии в 2006 г выполнен проект энергетической газотурбинной установки UGT-5000 мощностью 5000 квт, в которой компрессор составлен из 10 осевых ступеней - всех "специального" профилирования и одной замыкающей центробежной ступени, расчетная степень повышения давления осевой части - 9.44. Общий вид установки показан на рис 4. К настоящему времени уже проведены газодинамические автономные испытания компрессора. Они подтвердили реализацию заложенных проектных данных. При этом реальный адиабатический КПД осевой части компрессора на базовой изодроме оказался превышенным на 1.5% значения, записанного в техническом задании, а запас устойчивой работы составил 18%. Проявлений газодинамической виброактивности не зафиксировано.
5. Выводы.
- Разработан теоретический метод решения обратной задачи профилирования лопаточных систем турбомашин, содержащий фундаментальную предпосылку повышения их эффективности.
- Данный метод уже применен для модернизации действующих энергоустановок и создания новых. Целесообразна массовая модернизация лопаточных систем компрессоров и турбин действующих промышленных установок.
- В случае осевых компрессоров замена лопаток исходного профилирования на лопатки предложенного "специального" профилирования дает повышение КПД ступеней на 2-3% и, кроме того, устраняет в проточной части гидродинамическую виброактивность.
- Данный метод с эффективностью применим для турбоустановок различного назначения и типа - от корабельных винтов и гидротурбин до компрессоров и газовых турбин авиационных двигателей, для случаев осевых и радиальных проточных частей. Улучшения касаются: КПД, шума от лопастей, виброактивности лопаток и внутреннего процесса в проточных частях, надежности и ресурса.
ИННОВАЦИОННЫЙ РЕСУРС ИМАШ РАН ПО ПРОФИЛИРОВАНИЮ ЛОПАТОК ГТД:
ПРОРЫВ В ТЕХНОЛОГИИ РАЗВИТИЯ ГАЗОТРАНСПОРТНЫХ СИСТЕМ:
Основными энергетическими машинами во всех газотранспортных системах мира являются центробежные нагнетатели (компрессоры).
В последние годы наблюдается значительный рост расходов транспортируемого газа (одним нагнетателем - выше 600 кг/с или 80 млн. нм3 /сутки). Расстояние между компрессорными станциями, по сравнению с наиболее распространенным значением 100 км, многократно увеличилось, особенно, в подводных вариантах. Так, в системе «Южный Поток» оно достигает 900 км, а в системе «Северный Поток» - 1200 км. Последнее требует значительного увеличения отношения давлений нагнетания и всасывания (степени повышения давления), которое уже сегодня достигает значений 3…3,5. Как считают эксперты ОАО «Газпром» указанные показатели будут и впредь повышаться.
Поэтому весьма перспективным оказалось применение для транспортировки газа нагнетателей (компрессоров) осевого типа.
Сравнительный анализ, проведенный ОАО «Кировский Завод», показал, что уже при производительности 300 кг/с (40 млн. нм3 /сутки), давлении на входе 54 атмосферы и степени повышения давления около 1,4 (мощность 16 МВт) масса осевого нагнетателя составляет около 7 тонн (центробежный аналог – более 25 т), наружный диаметр менее 1 м (центробежный – более 2 м). Последнее позволяет монтировать осевой нагнетатель непосредственно в газопроводе. Наконец, адиабатический КПД осевого нагнетателя благодаря прямоточности потока достигает 90%, в то время как у центробежного, в основном, из-за поворота на 90 град. в ступени и на 180 град. между ступенями – не превышает 85%.
Все это приносит значительную экономию, как в капиталовложениях, так и при эксплуатации.
Однако, использование осевых нагнетателей до последнего времени не представлялось возможным из-за несоответствия осевой проточной части условиям транспортировки природного газа. В частности, высокая плотность газа (30…60 кг/м3) по сравнению с плотностью воздуха (3…15 кг/м3), освоенной в осевых компрессорах, резко увеличивает динамические силы, действующие на лопатки, многократно увеличивает эрозионное воздействие твердых и капельных частиц на элементы осевой проточной части и т. п.
Современные методы профилирования лопаток осевых компрессоров в различных областях применения (авиация, металлургия, энергетика и др.) указанным условиям не отвечают по следующим основным причинам.
- Окружной градиент скоростей и давлений в межлопаточных каналах, возникающий при современных методах профилирования, является заметным источником периодических сил, приводящих к недопустимым динамическим напряжениям, особенно, в рабочих лопатках, из-за их консольной установки.
- Большое удлинение профилей, т.е. заметное превышение высоты лопатки над ее шириной (обычно более чем в два раза) повышают до недопустимых значений изгибные статические и динамические напряжения.
- Наконец, малые толщины профилей (не более 4% от хорды) и, особенно, их входных (<1%) и выходных (< 0,2%) кромок, принимаемых для сокращения потерь течения, приводят к недопустимому эрозионному износу профилей.
В последние годы Институт Машиноведения РАН разработал профилирование нового поколения для лопаточных систем ГТД с применением обратной гидрогазодинамической задачи (автор – С.Е.Василенко), которое устранило указанные в п.п. 1…3 причины, исключавшие использование осевых проточных частей для транспортировки природного газа. Так, организация безградиентного истечения из межпрофильных каналов, снижение удлинения профилей до значения < 0,5, утолщение профилей до 12% от хорды и увеличение толщины входных кромок до 7% и выходных до 4% - обеспечили полное соответствие осевой проточной части условиям транспортировки природного газа.
В настоящее время ОАО «Кировский Завод» изготавливает опытный нагнетатель (компрессор) осевого типа мощностью 16 МВт, проточная часть которого выполнена с профилированием нового поколения ИМАШ РАН. Впервые в мировой практике этот нагнетатель по плану реконструкции Тольяттинской Компрессорной станции «Газпром Самара Трансгаз» в 2011 году начнет транспортировку природного газа в натурных условиях магистрального газопровода.
На плакате приведен: прямоточный осевой нагнетатель, встраиваемый непосредственно в магистральный газопровода.
/Данные материалы представляют и.о. Главного конструктора ЗАО «Киров-Энергомаш» А.Н.Каверзнев и главный специалист, к.т.н. А.И.Гительман /