
Министерство науки и
высшего образования
Российской Федерации
Российская Академия Наук
Отделение энергетики, машиностроения
механики и процессов управления
![]()
Федеральное государственное бюджетное учреждение науки
Институт машиноведения
им. А.А. Благонравова
Российской академии наук
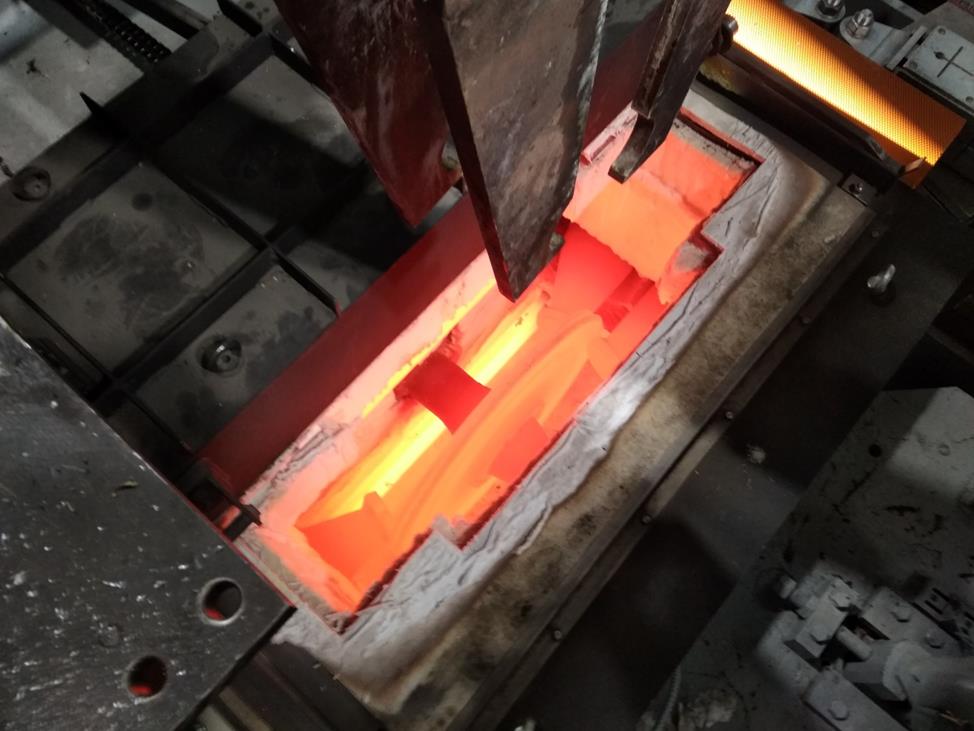
АЛРД-800 предназначена для изготовления дисков диаметром до 800мм из промышленных жаропрочных сплавов, отработки режимов технологического процесса раскатки дисков в производственных условиях, оценки работоспособности и надежности основных узлов, а также автоматизированной системы управления линией и системы контроля режимов раскатки (разработчик АО «НПЦ Газотурбостроения «Салют» - филиал НИИД).
- обеспечение оптимальных усилий для реализации изотермической раскатки дисков из титановых и никелевых сплавов не менее 150 кН;
- повышение механических свойств материала деталей за счет высокой степени однородности структуры и последующей термообработки;
- повышение производительности в 2-3 раза за счет реализации единого цикла процесса раскатки с применением рабочей печи, обеспечивающей температуру до 1200ºC с поддержанием ее в пределах ±5ºС, и печи для предварительного нагрева и термообработки заготовки (3 камеры);
- повышение КИМ в 3-5 раз за счет снижения трудоемкости механообработки заготовкой;
- повышение надежности работы АЛРД-800 за счет применения раздельных гидравлических станций для основных узлов (кареток, роли ков, пинолей);
- использование эффективной системы охлаждения пинолей, обеспечивающих зажим и вращение заготовки, а также охлаждения в подшипниковых опорах роликов-инструментов;
- наличие системы определения касания роликами заготовки по перемещению пинолей (гидравлическая схема позволяет в автоматическом режиме кроме точного позиционирования заготовки выполнять операцию ее обжатия);
- обеспечение мониторинга параметров раскатки и состояния основных узлов системой контроля режимов (СКР) в составе 14 датчиков.
.jpg)
|
№
|
Наименование характеристики
|
Значение
|
|
1
|
Суммарный крутящий момент на шпинделях для вращения заготовки, кНм
|
до 30,0
|
|
2
|
Скорость вращения шпинделей, об/мин
|
0,05 – 4
|
|
3
|
Крутящий момент на раскатном ролике, , кНм
|
до 5,0
|
|
4
|
Скорость вращения раскатных роликов, об/мин
|
0,1-8
|
|
5
|
Осевое усилие внедрения раскатного ролика в тело заготовки (вдоль от оси шпинделей), кН
|
до 150
|
|
6
|
Радиальное усилие на каждом наклонном ролике (перпендикулярно оси шпинделей), кН
|
до 150
|
|
7
|
Угол поворота раскатной головки в плоскости раскатки, град.
|
30о
|
|
8
|
Усилие зажима заготовки шпинделем, кН
|
до 400
|
|
9
|
Скорость внедрения ролика в тело заготовки, мм/мин
|
0,1-3
|
|
10
|
Температура раскатки, оС
|
500-1150
|
|
11
|
Максимальный диаметр и толщина изготавливаемой детали, мм
|
800х180
|
.jpg)
Рис. 1.11. Общий вид АЛРД-800 (основные узлы)



.jpg)


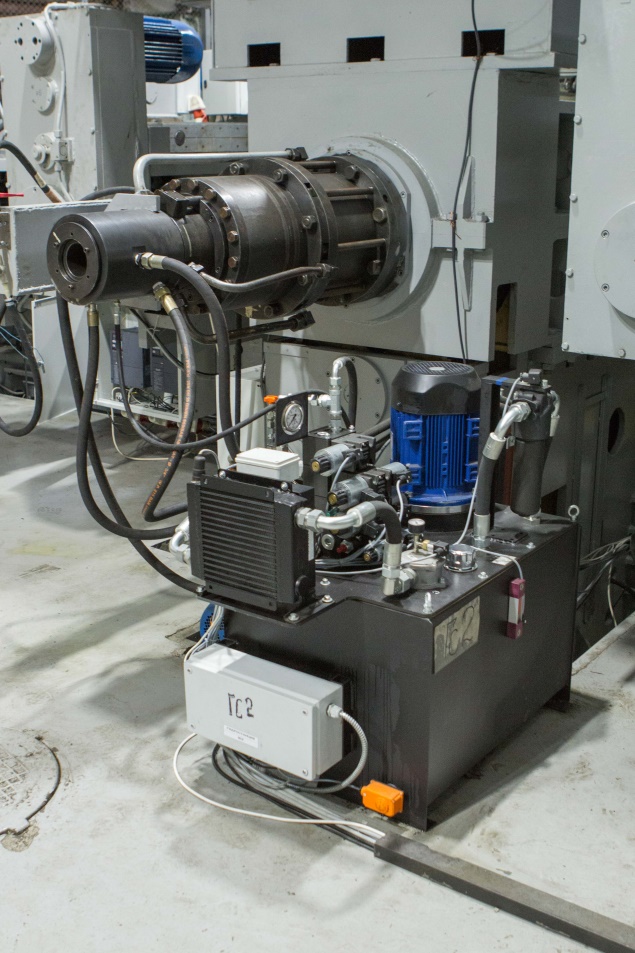
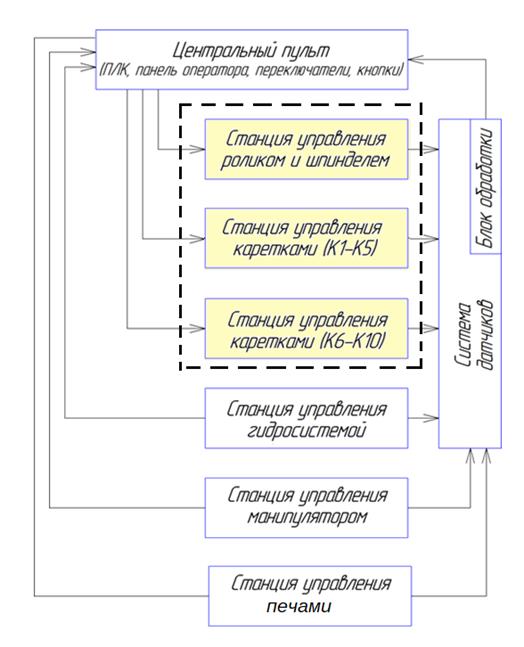
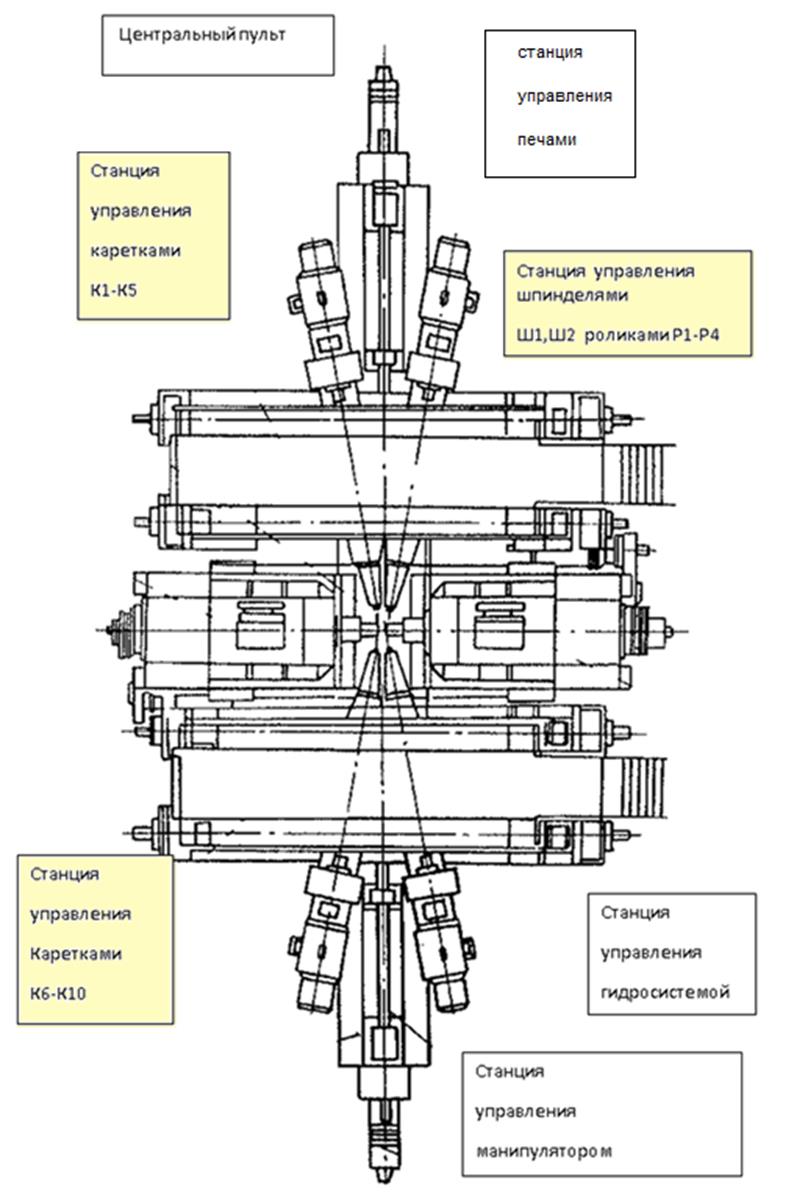

Рис. 1.23. Набор инструментальных роликов из жаропрочных сплавов
Рис. 1.24 Исходная заготовка из сплава ВТ9 Ø -400 мм, толщина 60 мм
.jpg)
.jpg)
