
Министерство науки и
высшего образования
Российской Федерации
Российская Академия Наук
Отделение энергетики, машиностроения
механики и процессов управления
![]()
Федеральное государственное бюджетное учреждение науки
Институт машиноведения
им. А.А. Благонравова
Российской академии наук
imash.ru » Научные отделы ИМАШ » Механика машин и управление машинами » Структура Отдела » Лаборатория управления технологическими процессами и системами » Основные научные результаты и достижения » 3. Интеллектуальные системы управления робототехническими комплексами финишной обработки сложнопрофильных изделий ГТД.
3. Интеллектуальные системы управления робототехническими комплексами финишной обработки сложнопрофильных изделий ГТД.
Исследования проводились в рамках • программы ФНИ государственных академий на 2013-2020 годы «Разработка методов анализа и синтеза новых классов механизмов и технологических процессов для машин новых поколений» (тема № 0049-2015-0041) и Федеральной целевой программы № 1, договор №1272и-102 от 02.08.2015г. между Заказчиком и Акционерным обществом «Объединённая двигателестроительная корпорация» (АО «ОДК») (далее - договор с АО «ОДК»), Государственный контракт от 15 мая 2015 года №_15411.169999.18.015 (далее - Государственный контракт) между АО «ОДК» и Министерством промышленности и торговли Российской Федерации (далее - Государственный заказчик) и является составной частью НИР шифр «Фасон- Салют-НИИД».
Договор № 07-15-ИМАШ/1603-102, шифр «Фасон-ИМАШ РАН» от 28.09.2015 г. по теме «Разработка технологии автоматизированного полирования сложно-профильных поверхностей деталей ГТД механическим методом» этап 3, 2017 г. Рук. Афонин В.Л. 1,2 млн. руб.
Робототехнический комплекс включает универсальный промышленный робот (робот-станок), транспортную систему для транспортировки заготовок и готовых деталей от системы контроля к позиции обработки изделия, оптическую систему контроля геометрических параметров и качества обработки сложной поверхности.
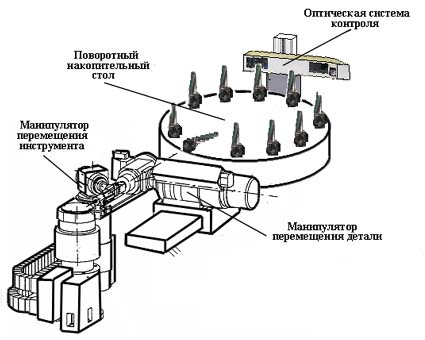



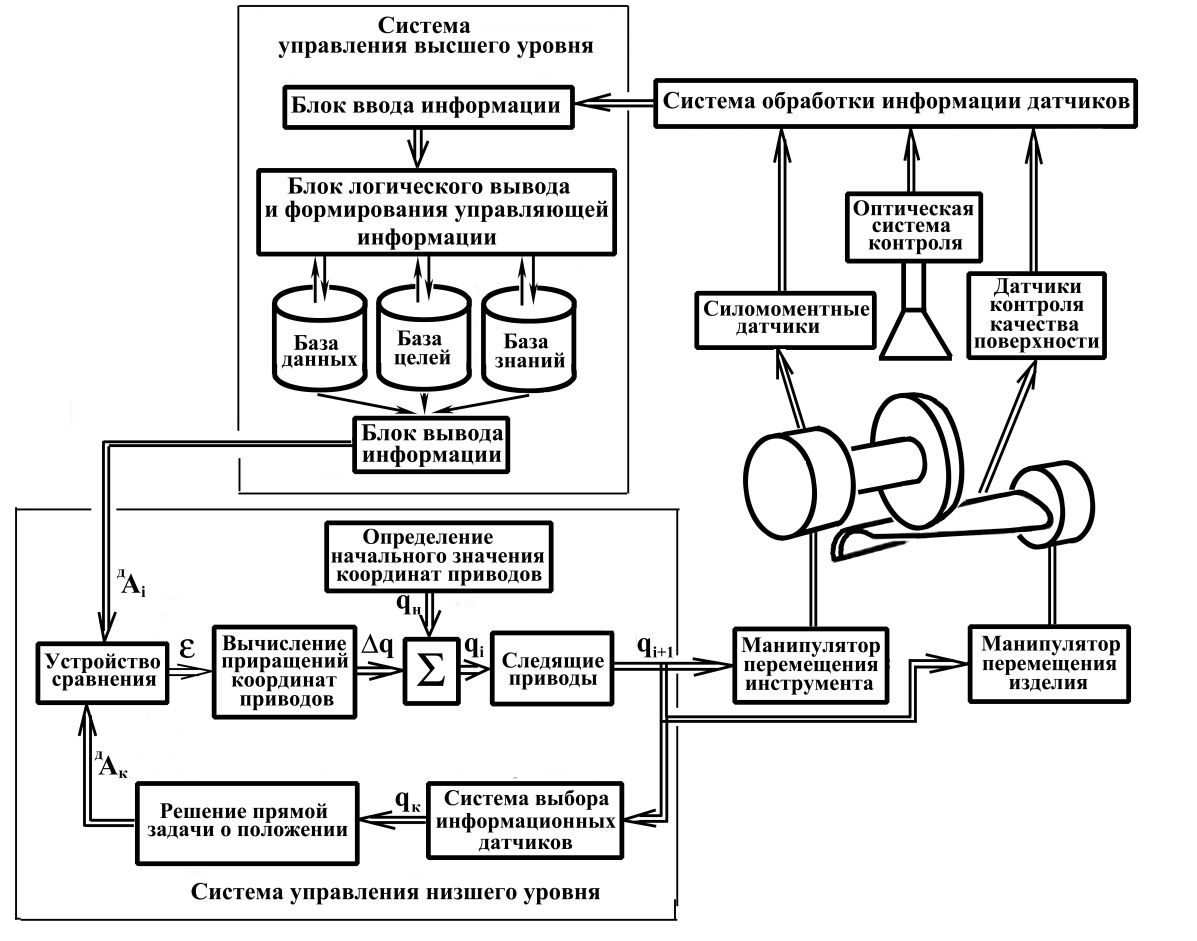
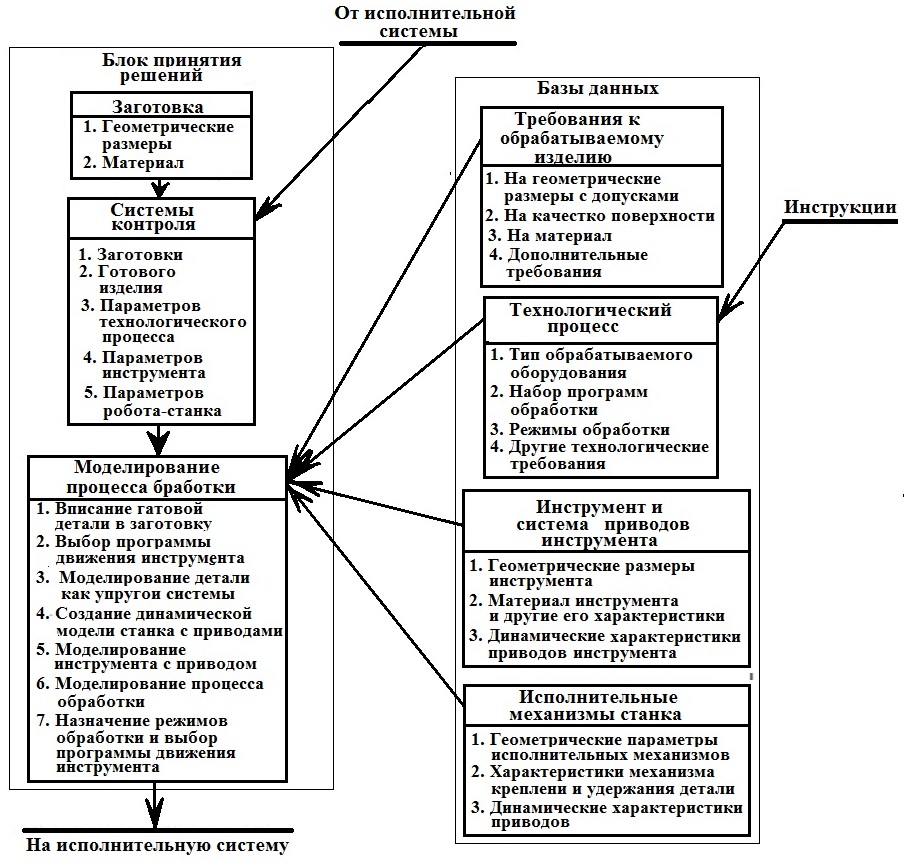
Рис. 3.1. Схема интеллектуального производственного комплекса, включающего робототехническую систему для операций финишной обработки сложнопрофильных деталей ГТД (лопаток)
Рис. 3.2. Робототехническая экспериментальная установка выполнения финишной обработки пера лопаток авиационных двигателей, построенная на базе робота KUKA
Рис. 3.3. Оптическая система контроля геометрических параметров пера лопаток
Интеллектуальный производственный комплекс, включающий робототехническую систему предназначен для финишной обработки сложнопрофильных деталей авиационных двигателей, наземных газотурбинных установок и др.
Рис. 3.4. Типовые лопатки газотурбинных двигателей
Финишная операция обработки пера может осуществляться на базе интеллектуальных производственных комплексов, включающих робототехнические системы.
Система управления робототехническим комплексом
Система управления робототехническим комплексом представляет собой интеллектуальную экспертную системы, построенную на основе правил.
Интеллектуальная технологическая система состоит из двух подсистем - высшего и низшего уровней. Подсистема управления высшего уровня выполняет функции хранения информации об обрабатываемом изделии, технологическом процессе, задачах, выполняемых обрабатывающим оборудованием. Основная задача, стоящая перед данной подсистемой - это проверка на комплексной модели процесса обработки и выбор управляющей программы, которую должна выполнить реальная исполнительная система в реальном времени. Управление всем комплексом осуществляется от единой вычислительной системы, которая может быть включена в единую вычислительную сеть.
Рис. 3.5. Интеллектуальная технологическая система управления робототехническим комплексом
Рис. 3.6. Структурная схема интеллектуальной технологической системы управления.
Интеллектуальная экспертная система строится на основе правил (таблица 1). В качестве правил рассматривается набор обязательных действий, которые проверяются и корректируются на основе информации систем контроля о характеристиках обрабатываемой детали и исполнительной системы. На основании этого формируется программа обработки конкретной лопатки.
Таблица 1.Набор правил для интеллектуальной экспертной системы
|
№№ п/п
|
Правила для экспертной системы, выполняющей финишную обработку пера лопаток
|
Критерии оценки выполнения этапов экспертной системой
|
Результаты выполнения этапов экспертной системой
|
|
1
|
Измерение геометрических параметров обрабатываемой поверхности заготовки
|
Минимизация погрешностей измерения
|
Геометрические параметры обрабатываемой поверхности заготовки
|
|
2
|
Вписание готовой детали в параметры заготовки
|
Минимизация припусков на обработку
|
Геометрические параметры обработанной поверхности готовой детали, соответствующие анализируемой заготовке
|
|
3
|
Построение эквидистантных оболочек
|
Минимизация количества проходов инструмента
|
Карта распределения припусков, значения эквидистантных расстояний, глубины резания.
|
|
4
|
Построение зон черновой и чистовой обработки на обрабатываемой поверхности
|
Минимизация площади обрабатываемых поверхностей черновой обработки для выбранных припусков
|
Построенные границы зон черновой и чистовой обработки
|
|
5
|
Назначение черновых и чистовых траекторий обработки
|
Минимизация времени на обработку
|
Массив траекторий для черновой и чистовой обработки
|
|
6
|
Назначение режимов черновой и чистовой обработки
|
Максимальная производительность, обеспечивающая допустимые погрешности получения готовой детали
|
Закон изменения подачи, допустимые скорости резания,
|
|
7
|
Проверка сформированных законов движения на комплексной модели процесса обработки
|
Контроль допустимых погрешностей на размеры обрабатываемой поверхности детали
|
Погрешности отработки траекторий движения инструмента
|
|
8
|
Корректировка сформированных законов движения инструмента по обрабатываемой поверхности
|
Правила корректировки законов движения
|
Погрешности отработки траекторий движения инструмента
|
Работа выполняется совместно с филиалом НИИД АО «НПЦ газотурбостроения «САЛЮТ», ОИВТ РАН.
В рамках работ по созданию основ проектирования интеллектуальных систем управления робототехническими комплексами для операций финишной обработки сложнопрофильных изделий получены следующие научные результаты
1. Разработана структура интеллектуальной экспертной системы построенной на основе правил
2. Предложены основные правила и критерии их выполнения применительно к интеллектуальной технологической системы для обработки сложных поверхностей пера лопаток ГТД
3. Разработана методика построения динамической модели технологической системы, входящей в состав экспертной системы и включающей исполнительные манипуляционные системы совместно с приводами, оптическую систему контроля и модель технологического процесса
4. Разработана методика, алгоритмическое и программное обеспечение имитирующее работу экспертной систему на динамической модели, встраиваемой в экспертную систему (имитирующей работу эксперта), и принятие решения о выборе программы обработки на основе данной проверки.
Перспективные исследования направлены на:
- использование неоднозначности решения обратной задачи о положении (избыточности) для расширения технологических возможностей манипуляторов;
- уменьшение погрешности обработки от статической податливости и неточности изготовления звеньев;
- увеличение производительности обработки: за счёт кривизны поверхностей (инструмента и изделия) и скорости движения по траектории;
- анализ разработки рекомендаций для новых кинематических схем манипуляторов при выполнении операций формообразования сложных поверхностей.