Министерство науки и
высшего образования
Российской Федерации
Российская Академия Наук
Отделение энергетики, машиностроения
механики и процессов управления
![]()
Федеральное государственное бюджетное учреждение науки
Институт машиноведения
им. А.А. Благонравова
Российской академии наук
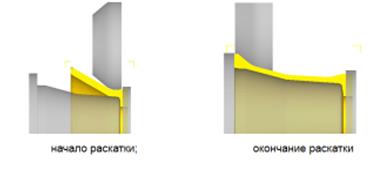
2. Научные основы создания интеллектуальных производственных технологий изготовления осесимметричных деталей ГТД из жаропрочных сплавов и сталей в изотермических условиях
.jpg)
.jpg)

.jpg) |
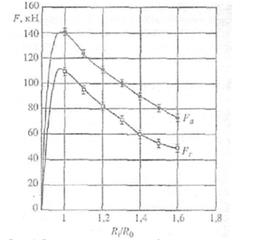 |
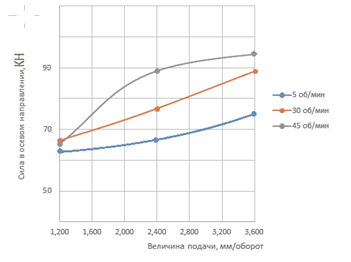
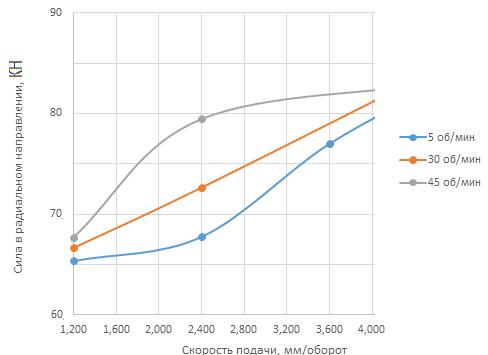
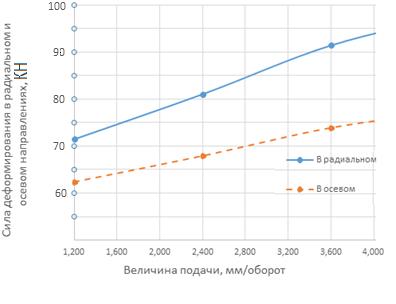
| Рис. 2.3. Изменения силы деформирования на формовочном ролике в процессе раскатки (результаты математического моделирования). | Рис. 2.4. Экспериментальные данные изменения силы деформирования при изотермической раскатке диска из сплава ВТ9. |
|
а |
б |
.jpg)
.jpg)
а – на 10 мм, б – на 95 мм.
Для оценки адекватности построенной математической модели, приведены результаты экспериментальных данных, полученные при раскатке диска из сплава ВТ9 (Fo – сила в осевом направлении, Fр – сила в радиальном направлении, Ri/Ro – соотношение текущего и начального радиуса раскатки.
.jpg)
.jpg)
а
.jpg)
б.
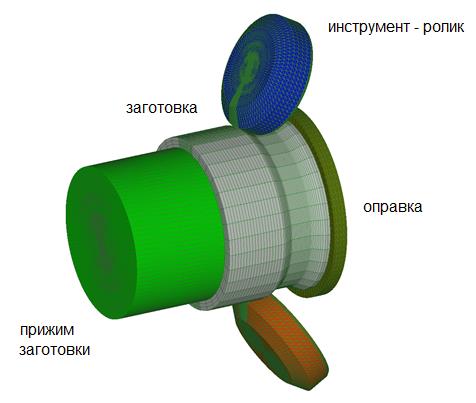
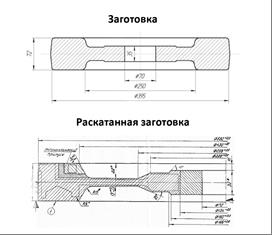
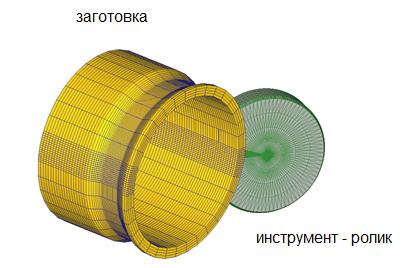
Рис. 2.7 – Геометрическая модель раскатки вала
- построение конечно–элементной модели заготовки и ее взаимодействие с инструментом-роликом
|
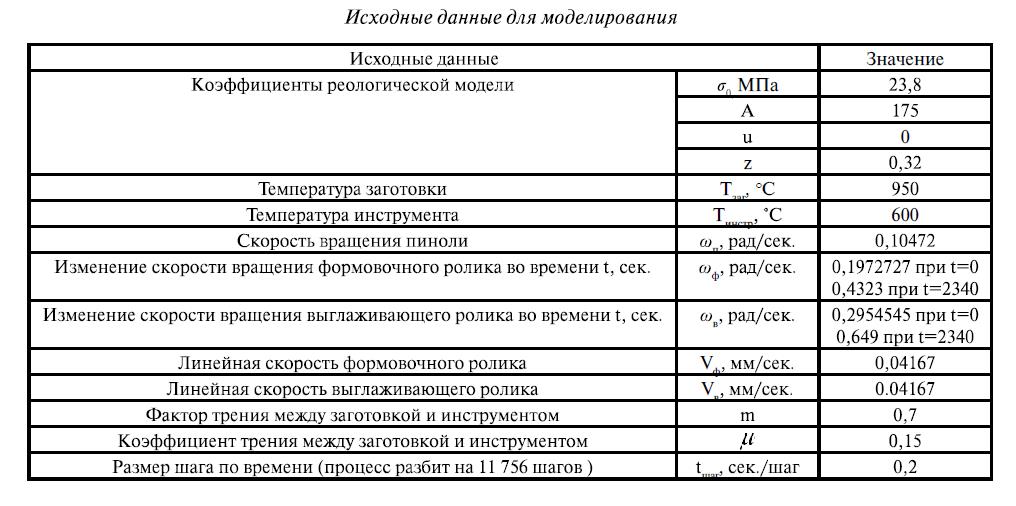
Исходные данные
|
Значение
|
|
|
Коэффициенты реологической модели
|
σ0, МПа
|
65
|
|
A
|
180
|
|
|
u
|
0
|
|
|
z
|
0.15
|
|
|
Температура заготовки
Температура инструмента
Скорость вращения заготовки
Линейная скорость подачи ролика
|
Tзаг,ºC
|
1100
|
|
Tинст,ºC
|
600
|
|
|
ωзаг, об/мин
|
5-30
|
|
|
V, мм/об
|
1,2-4,0
|
|
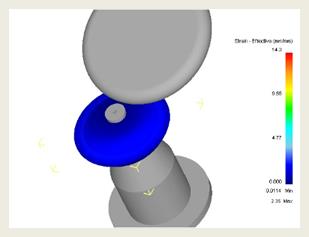 |
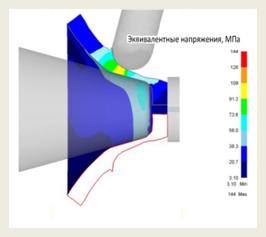 |
| Модель раскатки вала | Распределение напряжения |
 |
 |
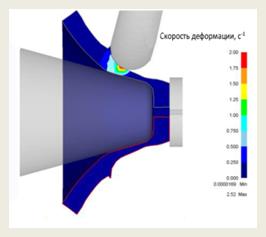
| Распределение скорости деформации |
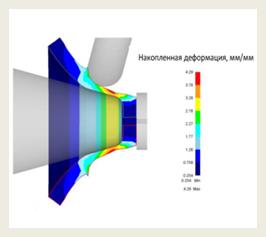
Распределение накопленной деформации
|
а
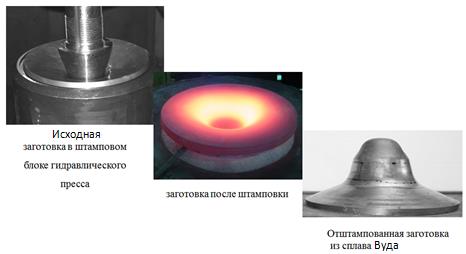
Рис. 2.13 а - получение отштампованной заготовки для раскатки
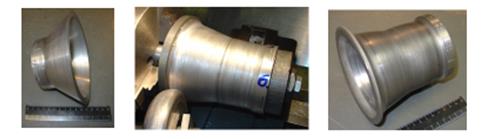
Технология и образцы деталей, изготовленные из промышленных сплавов раскаткой в изотермических условиях на стане СРВ.

|
Исходная штампованная заготовка
|
Раскатка заготовки
|
Модельный вал
|
.jpg)
.jpg) |
.jpg) |
.jpg) |
.jpg) б |
б- образец вала из штампованной заготовки из сплава ЭК 79.